Maximize Efficiency with CNC Mill Turn Machines
Multi-axis machining solutions engineered for complete turning, milling, drilling, tapping, and live-tool operations in a single setup.
CNC mill-turn centers combine turning, milling, drilling, tapping, and contouring operations in one platform with full live-tooling capability. These multi-axis machining systems allow manufacturers to complete complex parts in a single setup, improving geometric accuracy while dramatically reducing cycle times and operator handling.

Absolute Machine Tools offers one of the industry’s most complete selections of CNC mill-turn machines, covering everything from compact bar-fed production models to large, high-capacity automation-ready systems. Whether producing precision medical components, aerospace parts, or high-volume automotive work, these machines deliver speed, accuracy, and flexibility for true done-in-one manufacturing.
Benefits for Metal Cutting Manufacturers
Machines





11-Axis 3-Channel Swiss Lathes with (3) Y-Axes and Opposing Gang Tooling System with up to 14 Live Tools






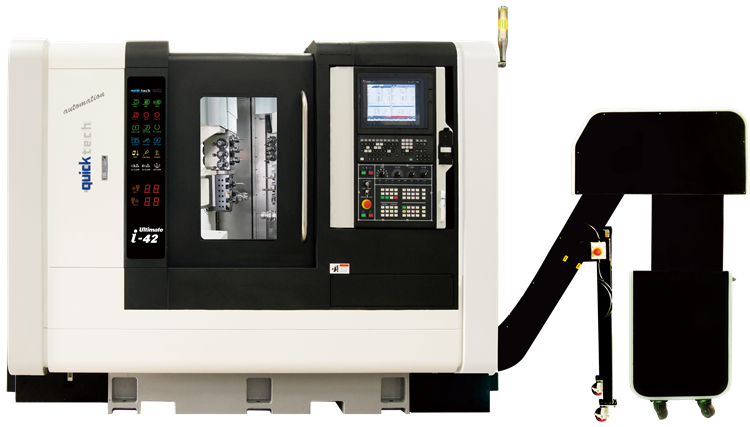



Quicktech T8 Series Mill-Turn Centers
T8 Compact (2-Axis), T8 Mill (3-Axis) & T8 Twin Y (6-Axis) Mill-Turn Centers with Turrets

Embracing Automation
Our A+ Automation team offers simple and affordable solutions for CNC machine automation