LICO LNDD Series Multi-Slide CNC Mill-Turn Centers


High-productivity multi-slide mill-turn platform with twin spindles, Y-axis tooling, and full counter-spindle capability
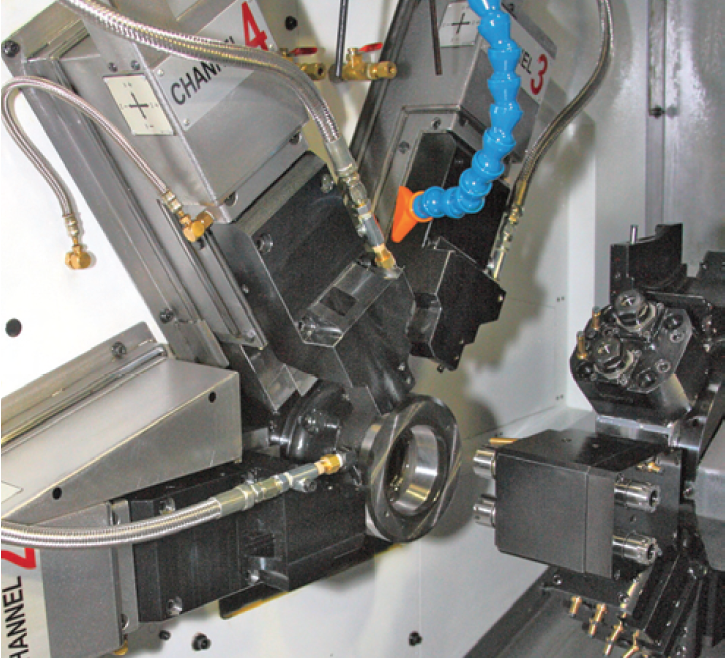
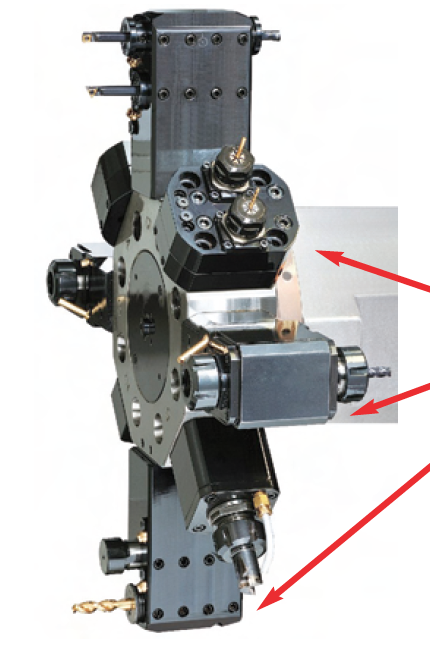
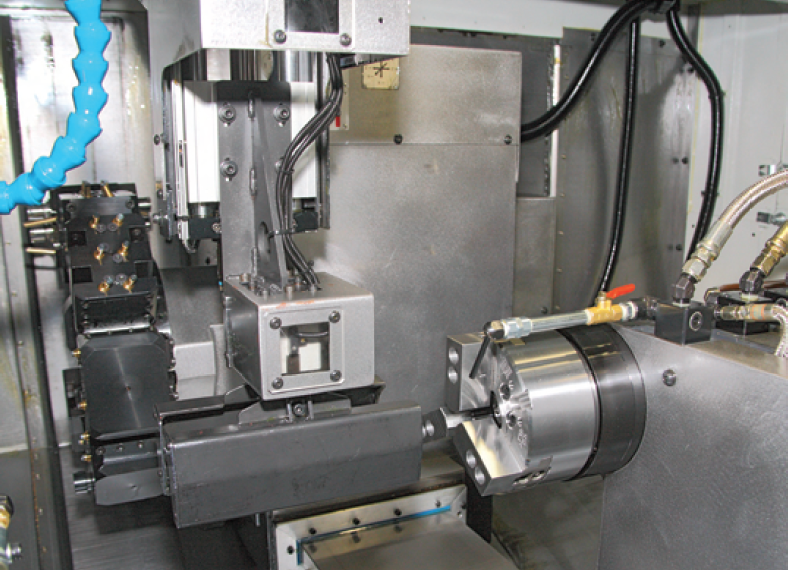
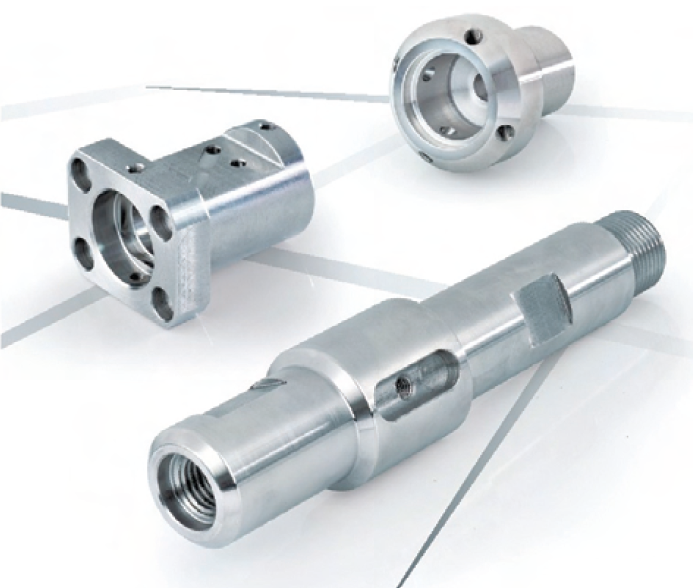
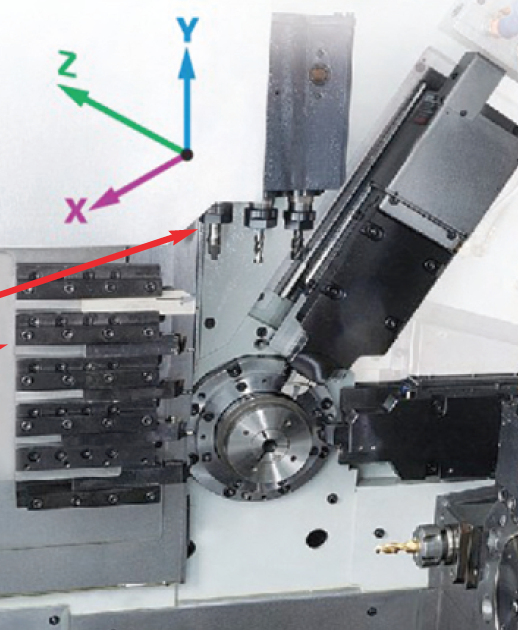
The LICO LNDD Series is engineered for one-and-done machining of medium-to-large turned parts requiring simultaneous turning, live-tool milling, and full counter-spindle back-working. Each LNDD machine integrates dual 2-axis cross-slides, a Y-axis live-tool turret, and an independent sub-spindle, allowing complex parts to be machined complete — without secondary operations or multiple setups.
Designed for rigidity and uninterrupted production, the LNDD combines heavy-duty box-way construction with overlapping multi-slide operations to shorten cycle times and maximize spindle utilization. With 51–100 mm bar capacity, high-torque spindles, and generous travel on all slides, the LNDD delivers mill-turn versatility typically found only in much larger machining platforms.
Key Features
The LICO LNDD Series delivers the speed of a multi-slide turning platform with the flexibility of a full mill-turn system, enabling complete-part machining, shorter cycle times, and greater process stability in a compact footprint. Contact Absolute Machine Tools to discuss your application or request a quote and explore how the LNDD can improve productivity in your turning cell.
Specifications
| Item / Model |
LND51D
Request a Quote
|
LND65D
Request a Quote
|
LND80D
Request a Quote
|
LND100D
Request a Quote
|
|---|---|---|---|---|
|
Bar Capacity ∅ Thru Bore |
51 mm (2.00″) |
65 mm (2.56″) |
80 mm (3.15″) |
100 mm (3.94″) |
|
Max Turning Length |
450 mm (17.7″) |
450 mm (17.7″) |
450 mm (17.7″) |
450 mm (17.7″) |
|
Main Spindle |
||||
|
Collet Chuck Type |
Hainbuch 52 |
B65 |
F90 |
F112 |
|
Spindle Nose |
A2-5 |
A2-6 |
A2-8 |
A2-8 |
|
Motor Power (Continuous) |
15 kW (20 HP) |
15 kW (20 HP) |
15 kW (20 HP) |
15 kW (20 HP) |
|
Max. Spindle Speed |
5,000 RPM |
4,000 RPM |
3,000 RPM |
2,500 RPM |
|
Counter Spindle |
||||
|
Collet Chuck Type |
B42 (42mm thru) / B65 (65mm thru) / 6″ 3-Jaw Chuck (65mm thru) |
B42 (42mm thru) / B65 (65mm thru) / 6″ 3-Jaw Chuck (65mm thru) |
B42 (42mm thru) / B65 (65mm thru) / 6″ 3-Jaw Chuck (65mm thru) |
B42 (42mm thru) / B65 (65mm thru) / 6″ 3-Jaw Chuck (65mm thru) |
|
Spindle Nose |
A2-5 |
A2-5 |
A2-5 |
A2-5 |
|
Motor Power (Continuous/Peak) |
7 kW (9.4 HP) / 10 kW (13.4 HP) |
7 kW (9.4 HP) / 10 kW (13.4 HP) |
7 kW (9.4 HP) / 10 kW (13.4 HP) |
7 kW (9.4 HP) / 10 kW (13.4 HP) |
|
Max. Spindle Speed |
5,000 RPM |
5,000 RPM |
5,000 RPM |
5,000 RPM |
|
Z-Axis Slide Travel |
450 mm (17.7″) |
450 mm (17.7″) |
450 mm (17.7″) |
450 mm (17.7″) |
|
Slide Motor Power |
2.3 kW (3.0 HP) |
2.3 kW (3.0 HP) |
2.3 kW (3.0 HP) |
2.3 kW (3.0 HP) |
|
Cross Slide |
||||
|
X-Axis Travel (standard) |
70 mm (2.76″) |
70 mm (2.76″) |
70 mm (2.76″) |
70 mm (2.76″) |
|
X-Axis Travel (extended opt.) |
110 mm (4.33″) |
110 mm (4.33″) |
110 mm (4.33″) |
110 mm (4.33″) |
|
Z-Axis Travel |
115 mm (4.53″) |
115 mm (4.53″) |
115 mm (4.53″) |
115 mm (4.53″) |
|
Motor Power |
0.5 kW (0.7 HP) |
0.5 kW (0.7 HP) |
0.5 kW (0.7 HP) |
0.5 kW (0.7 HP) |
|
Rapid Traverse |
15 meters/min. (590″/min.) |
15 meters/min. (590″/min.) |
15 meters/min. (590″/min.) |
15 meters/min. (590″/min.) |
|
Max. Feed Rate |
5 meters/min. (197″/min.) |
5 meters/min. (197″/min.) |
5 meters/min. (197″/min.) |
5 meters/min. (197″/min.) |
|
Turret Slide |
||||
|
Tool Positions |
8 |
8 |
8 |
8 |
|
Tool Shank Type |
20mm (3/4″ square)/1″ (round)/VDI-30 |
20mm (3/4″ square)/1″ (round)/VDI-30 |
20mm (3/4″ square)/1″ (round)/VDI-30 |
20mm (3/4″ square)/1″ (round)/VDI-30 |
|
Indexing Time |
0.4 sec. / 180° – 1.2 sec. |
0.4 sec. / 180° – 1.2 sec. |
0.4 sec. / 180° – 1.2 sec. |
0.4 sec. / 180° – 1.2 sec. |
|
Live Motor Tool Power |
5 HP |
5 HP |
5 HP |
5 HP |
|
Live Tool Max. Speed |
3,000 RPM |
3,000 RPM |
3,000 RPM |
3,000 RPM |
|
X-Axis Travel |
175 mm (6.9″) |
175 mm (6.9″) |
175 mm (6.9″) |
175 mm (6.9″) |
|
Z-Axis Travel |
475 mm (18.7″) |
475 mm (18.7″) |
475 mm (18.7″) |
475 mm (18.7″) |
|
X/Z Axis Motor Power |
2.3 kW (3.0 HP) |
2.3 kW (3.0 HP) |
2.3 kW (3.0 HP) |
2.3 kW (3.0 HP) |
|
Y-Axis Travel (opt.) |
±55 mm (±2.16″) |
±55 mm (±2.16″) |
±55 mm (±2.16″) |
±55 mm (±2.16″) |
|
Y-Axis Motor Power |
1.5 kW (2.0 HP) |
1.5 kW (2.0 HP) |
1.5 kW (2.0 HP) |
1.5 kW (2.0 HP) |
|
Machine |
||||
|
Dimensions (LxWxH) |
3185 x 1890 x 1875mm (125.4″ x 74.4″ x 74″) |
3185 x 1890 x 1875mm (125.4″ x 74.4″ x 74″) |
3185 x 1890 x 1875mm (125.4″ x 74.4″ x 74″) |
3185 x 1890 x 1875mm (125.4″ x 74.4″ x 74″) |
|
Weight |
4,500 kg (10,000 lbs.) |
4,500 kg (10,000 lbs.) |
4,700 kg (10,350 lbs.) |
4,700 kg (10,350 lbs.) |
|
Hydraulic Tank Capacity |
30 L (8 gallons) |
30 L (8 gallons) |
30 L (8 gallons) |
30 L (8 gallons) |
|
Hydraulic Pump Motor |
1.5 kW (2.0 HP) |
1.5 kW (2.0 HP) |
1.5 kW (2.0 HP) |
1.5 kW (2.0 HP) |
|
Coolant Tank Capacity |
200 L (53 gallons) |
200 L (53 gallons) |
200 L (53 gallons) |
200 L (53 gallons) |
|
Flood Coolant Motor |
1.27 kW (1.7 HP) |
1.27 kW (1.7 HP) |
1.27 kW (1.7 HP) |
1.27 kW (1.7 HP) |
|
High Pressure Coolant Motor |
2.2 kW (3 HP) |
2.2 kW (3 HP) |
2.2 kW (3 HP) |
2.2 kW (3 HP) |
|
High Pressure Coolant Flow |
18L/min. @ 70kg/cm2 (5 gal/min. @ 1,000 PSI |
18L/min. @ 70kg/cm2 (5 gal/min. @ 1,000 PSI |
18L/min. @ 70kg/cm2 (5 gal/min. @ 1,000 PSI |
18L/min. @ 70kg/cm2 (5 gal/min. @ 1,000 PSI |
|
Lubrication Capacity |
8 L Tank (15 cc / 15 sec.) |
8 L Tank (15 cc / 15 sec.) |
8 L Tank (15 cc / 15 sec.) |
8 L Tank (15 cc / 15 sec.) |
|
Total Power Used |
30 kVA |
30 kVA |
38 kVA |
38 kVA |
Benefits for Metal Cutting Manufacturers
Ideal Cutting Applications
In Stock and Ready for Immediate Delivery


Power specifications can change without prior notice. Mitsubishi CNC Controls are standard, FANUC and Siemens CNC Controls are optional.