5-Axis CNC
Machines
5-Axis CNC Machines
Need 5-Axis CNC machines? Look no further! We have some of the industry’s largest and most diverse 5-Axis CNC machine tools for applications in the aerospace, automotive, construction, agriculture and energy industries. Absolute carries a vast array of 5-Axis CNC machines. Johnford 5-axis sliding table machines are built heavy duty with box ways.
Take the time to browse our products below and review the specifications to see which 5-axis CNC machining center suits your needs best, then request a quote.
Machines



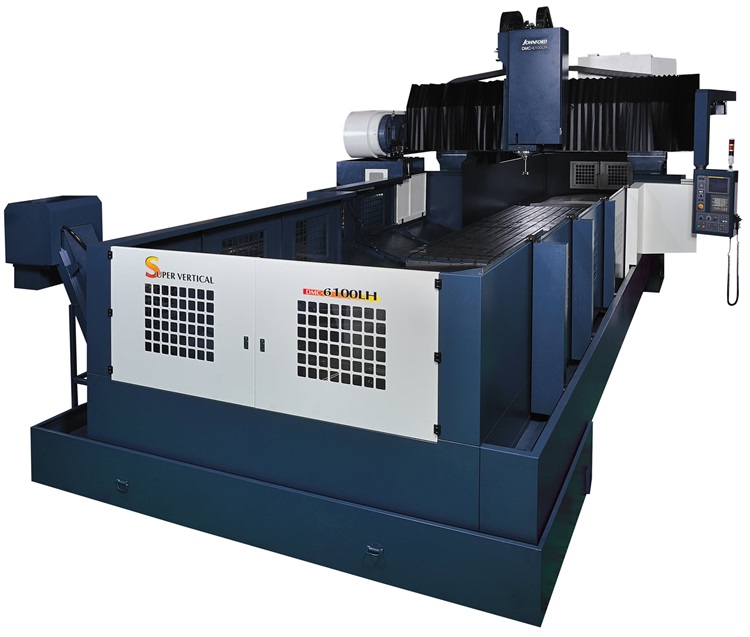
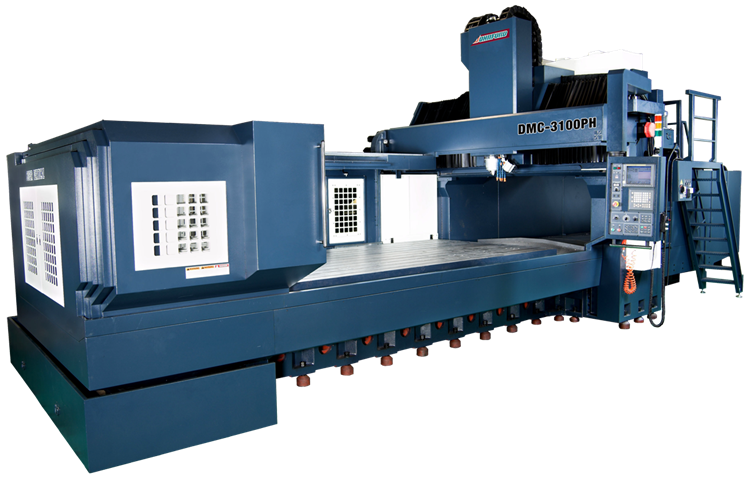
Johnford Massive Fixed or Moving Table/Fixed Column Bridge Mills
5-Sided/5-Axis Options for Specific Johnford DMC Models


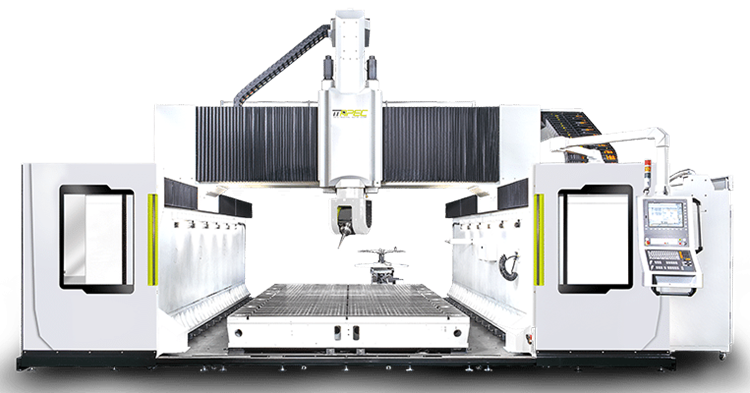

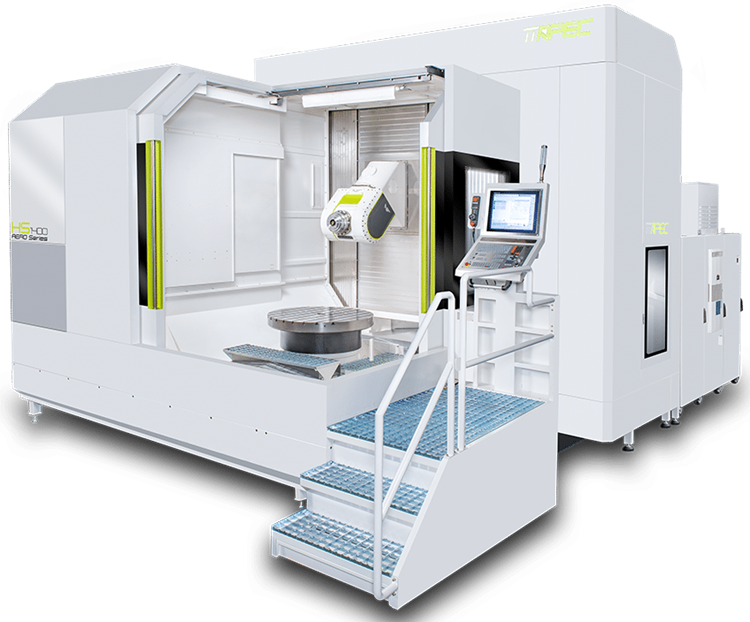
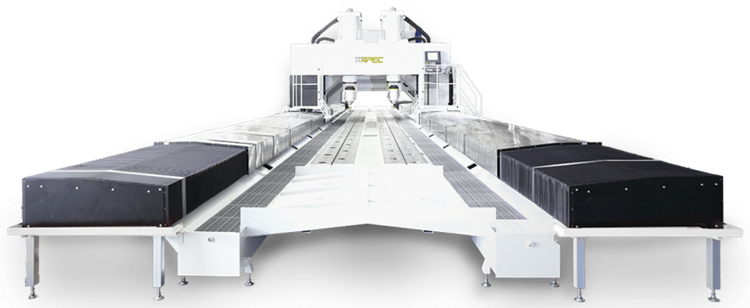
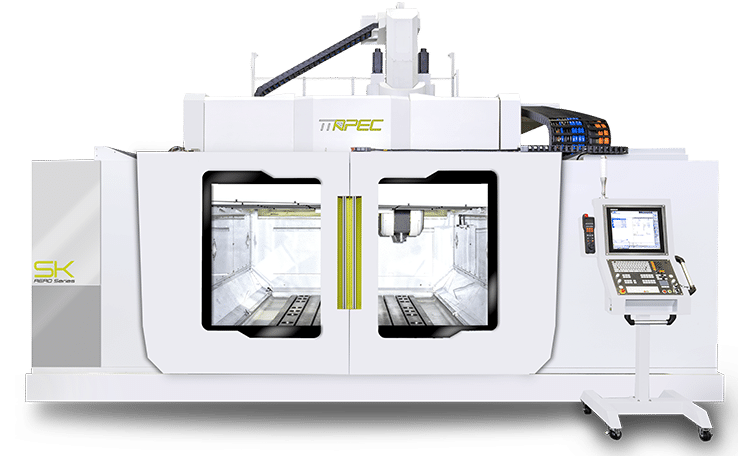
5-Axis Large Format High Speed Gantry Machining Centers for Aerospace & Injection Molds











T8 Compact (2-Axis), T8 Mill (3-Axis), T8 Twin Y Mill (6-Axis) with Turret, and HYBRID (9-Axis) Twin Spindle Mill with Turret & B-Axis

More about 5-Axis CNC Machines
5-axis machining refers to the use of a CNC machine that is capable of moving a part or a cutting tool on five different axes simultaneously. A 3-axis CNC machine will move the part being machined in two axes — X and Y, while the tool moves along the Z axis (up and down).
With a CNC 5-axis machining center, two axes are added to the equation, allowing the tool to machine the part from multiple directions and angles.
Benefits of CNC 5-Axis Machining Centers
While 5-axis machining centers are a more costly investment than a 3-axis machine, the benefits can put that added cost into perspective. Key benefits of utilizing a 5-axis CNC machine include:
- Machine Complex Parts in a Single Setup: 5-axis machining allows for 2 additional axes to cut arcs and angles without additional setup or manual movement to reposition a part on the fixture.
- Faster Lead Times: Utilizing a 5-axis CNC machine allows for less manual “hands on” when operators reposition a part, as is typically done on 3 axis or 3+2 axis CNC machines. This saves a significant amount of time and allows for jobs to be done faster and more efficiently.
- Improved Part Accuracy: 5-axis machining removes the additional steps to reposition the part for 4th and 5th axis cutting and consequently reduces the risk of error or scrapping the part altogether.
- Improved Surface Finish: With 5-axis machining, the parts being machined are closer to the cutting tool, so there is less vibration when machining, which helps achieve a superior surface finish.
- Broaden a Shop’s Capabilities: As mentioned above, 5-axis machining allows for increased accuracy and higher throughput, allowing a manufacturer to enter into additional industries such as aerospace and defense.
- Longer Tool Life: With 5-axis CNC machines, the head of the machine is closer to the part, thus you use shorter tools that have less vibration than longer tools typically do. Through the use of shorter tools, a part can be cut at higher speeds, reducing vibration and allowing for longer tooling life.
- Better Investment and ROI: 5-axis CNC machines can be expensive, but as the technology continues to improve and CNC machine footprints become smaller, they also become more affordable.
- SAVE MONEY! 5-axis machining reduces part set-up times; improves tool life; produces more accurate parts; reduces floor space by having all 5 axes on one machine instead of having multiple machines taking up precious floor space; increases flexibility and spindle usage by being able to put more complex jobs on one machine; and decreases the need for costly fixtures to hold parts at various angles.
The overall takeaway is that a 5-axis CNC machine can allow your job shop to machine better, more accurate parts in less time with less wear on your machine. This all adds up to HIGHER PROFIT MARGINS for your operation.
Learn more about 5-axis CNC machines and how they can help you take your machining to the next level. Contact Absolute Machine Tools today at sales@absolutemachine.com.
What types of parts and industries benefit most from 5-axis CNC machining?
5-axis machining is most valuable in industries where parts feature complex contoured surfaces, tight tolerances, and high material costs — conditions where reducing setups and maximizing first-pass yield have a major financial impact.
In aerospace, 5-axis machines produce turbine blades, engine casings, structural ribs, wing spars, landing gear components, and composite layup molds. The ability to machine titanium and nickel superalloys in a single setup is critical when blanks can cost thousands of dollars each.
In medical device manufacturing, 5-axis is used for orthopedic implants (hip and knee joints), spinal fusion cages, and surgical instruments that feature organic, anatomically-contoured surfaces. For smaller medical components like bone screws, dental abutments, and cannulated pins, CNC Swiss lathes are typically more efficient — 5-axis milling centers are better matched to the larger, contoured implant geometries.
Mold and die shops rely on 5-axis for deep-cavity injection molds, stamping dies with complex profiles, and blow molds.
Energy applications include impellers, turbine housings, and valve bodies for oil & gas.
Automotive uses include prototype engine components, EV motor housings, and high-performance transmission cases.
Defense and military applications cover everything from weapon system components to armored vehicle parts requiring multi-angle machining.
What brands of 5-axis CNC machines does Absolute Machine Tools carry?
Absolute Machine Tools represents several leading 5-axis machine builders, each specializing in different application areas:
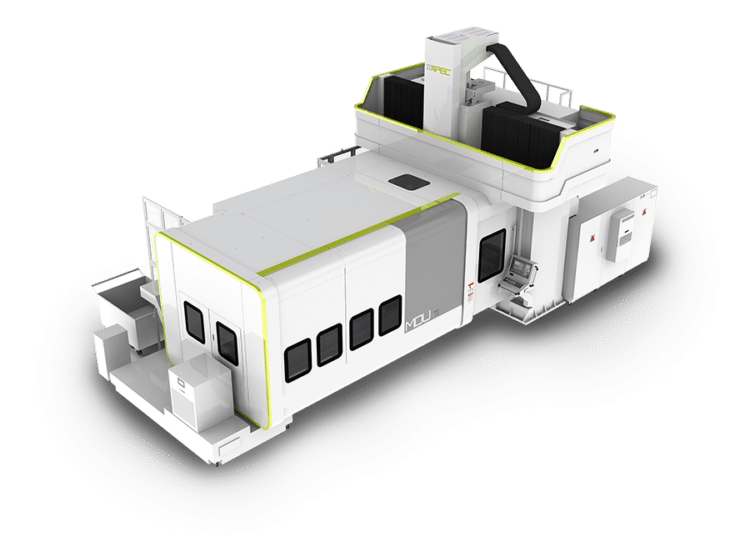
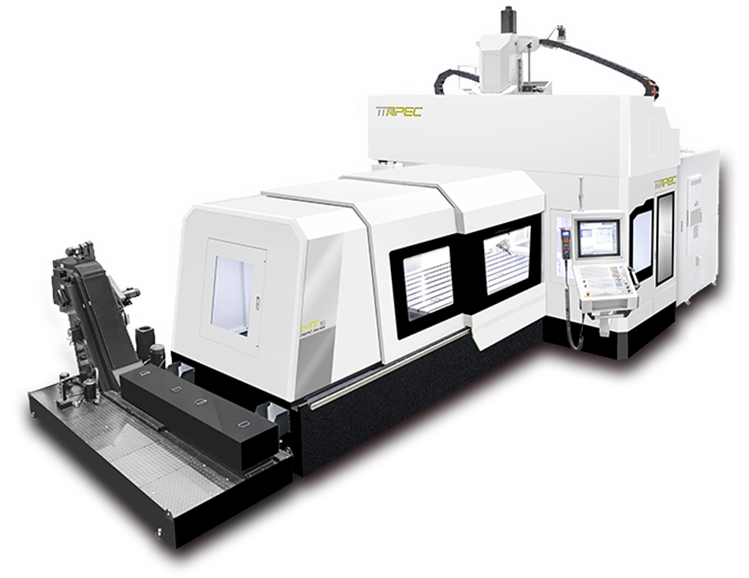
APEC (a core subsidiary of TTGroup/Tongtai) is the primary 5-axis brand in the lineup, offering an extensive range of gantry, horizontal, and bridge-type machines purpose-built for aerospace and large-part machining. The APEC lineup includes the SK and SKM Series high-speed gantry centers for aerospace aluminum structural parts (up to 24,000 RPM), the MT and MTH Series U-shape gantry machines for heavy cutting in titanium and superalloys, the HS Series horizontal 5-axis machining centers with multi-pallet pools for production aerospace work, and the MDU-Titan Series for CFRP composite and superalloy machining. APEC’s machines compete directly with European builders like Parpas, Fidia, and Zimmerman.
Johnford brings over 45 years of bridge mill expertise through the SDMC Series — heavy-duty sliding-column, fixed-table double-column machining centers that can be configured with 5-axis and 5-face milling heads. The SDMC series features Meehanite cast-iron construction weighing nearly 150,000 lbs, X-axis travels expandable from 5 meters (196″) up to 20 meters (787″), and unlimited table load capacity thanks to the fixed-table design. Optional milling heads include the AC-5 (HSK-100A, 10,000 RPM, 47 HP) for heavy 5-axis cutting and the AC-4 (HSK-63A, 20,000 RPM, 31 HP) for high-speed finishing — making the SDMC a strong alternative to comparably sized machines from builders like DN Solutions (Doosan), Okuma, YCM, and Jtekt for shops machining large aerospace structures, energy-sector components, and heavy industrial tooling. Johnford also customizes the DMC moving-table bridge mill series with 5-axis heads across a full range of sizes.

What should I consider when evaluating a 5-axis CNC machine purchase?
When evaluating a 5-axis machine, focus on these key factors beyond just the price tag:
Work envelope and part size — Match the machine’s X, Y, Z travels and table capacity (both dimensions and weight) to your largest anticipated workpiece. Overbuying travel costs money; underbuying limits future work.
Spindle performance — Consider speed range, torque, and taper size. High-speed aluminum aerospace work may call for 15,000–24,000 RPM with HSK63A tooling, while heavy titanium or Inconel cutting demands high torque at lower speeds with HSK100A or CAT-50 tapers.
Rotary axis capability — Check angular travel range, indexing accuracy, and whether the machine supports continuous simultaneous 5-axis or only 3+2 positioning. Direct-drive torque motors on rotary axes generally offer better dynamic accuracy and lower maintenance than worm-gear drives.
Control system — Heidenhain (TNC 640), Fanuc, and Siemens (840D sl) are the dominant controls in 5-axis work. Ensure the control supports RTCP/TCPM (tool center point management), which is essential for accurate 5-axis tool paths.
Thermal management — Active spindle cooling, temperature-compensated ballscrews, and climate-controlled enclosures help maintain accuracy during long production runs.
Automation readiness — Pallet changers, robot loading interfaces, and in-machine probing (like Renishaw or Blum systems) are increasingly important for lights-out or high-mix production.
Service and support — Parts availability and application engineering matter. Absolute Machine Tools maintains over $10 million in spare parts inventory in the U.S. and provides application support to help with process development.
How much does a 5-axis CNC machine cost?
Industrial 5-axis CNC machines vary significantly in price depending on configuration, work envelope, and the types of materials and applications they’re designed for. Trunnion-style 5-axis machining centers — the most common entry point for shops adding 5-axis capability — typically range from $250,000 to $500,000 depending on table size, spindle options, and control package. These machines handle a wide variety of small- to mid-sized parts and are popular in job shops and production environments alike.
For specialized medical device and implant manufacturing, compact high-precision 5-axis machines often fall in the $200,000 to $350,000 range, reflecting their smaller work envelopes and emphasis on accuracy and surface finish over heavy metal removal. Mold and die work is a different category entirely — the larger travels, heavier castings, and high-torque spindles required for machining injection molds and stamping dies push 5-axis machines into the $750,000 to over $1 million range. Large-format 5-axis gantry machines and horizontal systems for structural aerospace parts, landing gear, or energy-sector components start at $1 million and can exceed $2 million depending on travels, automation, and spindle configurations.
Beyond the machine price, factor in total cost of ownership: tooling, workholding, and CAM software for 5-axis work typically add 25–30% to the initial investment. That said, shops running 5-axis machines in production frequently report ROI timelines of 12–24 months, driven by reduced setup times, fewer fixtures, lower scrap rates, and the ability to take on higher-value work. Absolute Machine Tools keeps 150+ machines in stock in the U.S., which helps reduce lead times and avoid tariff-related cost uncertainty.
How do I justify the ROI of a 5-axis CNC machine to management?
The ROI case for 5-axis machines is built on quantifiable production gains, not just capability expansion. Start by identifying the parts in your current mix that require multiple setups on 3-axis machines — these are your highest-impact candidates. For each part, calculate the total non-cutting time (fixture changes, part flipping, re-indicating, and quality checks between operations) and estimate the reduction a single-setup 5-axis process would deliver. Shops typically see 40–60% reductions in total lead time and 25–50% reductions in fixture costs for complex parts.
Beyond direct time savings, factor in these additional value drivers: reduced scrap from eliminating refixturing errors (especially critical on expensive aerospace billets), the ability to quote and win work you currently can’t accept due to geometric complexity, higher spindle utilization (fewer setups means more time cutting), and reduced work-in-process inventory. Production environments processing complex parts regularly report payback periods of 12–24 months. Also consider the labor efficiency angle: 5-axis machines require fewer manual interventions per part, which helps address the skilled-labor shortage many shops face — one operator can effectively manage more spindle hours when each machine runs longer unattended cycles.