Horizontal
Machining Centers
Powerful CNC Horizontal Machining Centers with 4 & 5-Axis Capability
Horizontal machining centers (HMCs) are built for speed, accuracy, and continuous operation in high-volume environments. With horizontal spindle orientation and integrated pallet changers, HMCs allow for multi-sided machining in fewer setups, superior chip evacuation, and significantly reduced idle time. These machines are the go-to choice for manufacturers who need rugged construction, thermal stability, and lights-out performance.
Many of today’s HMCs can be seamlessly integrated with dual-pallet changers, linear pallet systems, pallet pools, and robotic automation — enabling flexible, unattended, and high-mix production. Whether you’re cutting lightweight aluminum or heavy-duty steel, horizontal machining centers deliver the throughput, repeatability, and automation readiness that modern manufacturers demand.
Benefits for Metal Cutting Manufacturers
Celebrating 35 Years As a Machine Tool Importer and Distributor in North America!


Machines



Solutions from Absolute Machine Tools
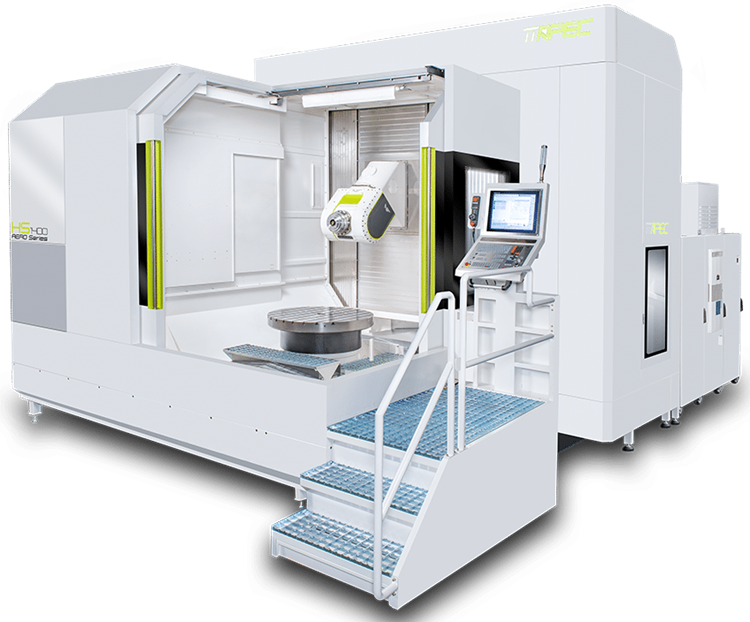
APEC Horizontal Machining Centers
APEC (Asia Pacific Elite Corporation), a Tong Tai TTGroup subsidiary, builds high-speed 5-axis horizontal machining centers for aerospace, automotive, and mold & die industries.
Enshu Horizontal Machining Centers
Enshu’s GE Series is known for Japanese precision, uptime, and unmatched thermal control.
Johnford Horizontal Machining Centers
Johnford, a trusted Taiwanese brand since 1979, delivers large-capacity, high-rigidity solutions for shops that require customized configurations.
What is a pallet pool and when does my shop need one?
A pallet pool expands beyond the standard two-pallet APC found on most HMCs, typically adding six or more pallets that can be called up in any order under CNC control. Each pallet can hold a different fixture or job, allowing the machine to switch between parts automatically without operator intervention. This is the key to lights-out and unattended machining — if one job runs out of material, the machine automatically moves to the next pallet and keeps cutting.
Pallet pools are most valuable when you have a consistent mix of recurring jobs, when you want to run extended unattended shifts (evenings, weekends), or when you need to maximize spindle utilization on high-value machines. If your shop runs mainly one or two parts at a time on short production runs, a standard two-pallet APC may be sufficient. But for shops with diverse job mixes, higher-volume production, or aspirations for lights-out operation, a pallet pool can dramatically increase machine utilization and reduce labor cost per part.
Let’s Build Your Next Horizontal Machining Solution
Ready to take your production to the next level? Whether you need high-speed 5-axis machining, heavy-duty cutting capability, or fully automated palletized workflows, Absolute Machine Tools has the right solution. Contact us today to speak with our engineering team and discover how we can deliver a turnkey horizontal machining system tailored to your performance, part, and process goals.