If you run a job shop, you already know that every setup change costs time — and time costs money. Adding a 4th axis rotary table to your CNC milling machine is one of the most practical upgrades you can make to eliminate unnecessary repositioning, take on more complex work, and improve part accuracy across the board.
This guide breaks down exactly how a 4th axis rotary table works, why it matters for precision machining, and the types of jobs it opens up for your shop.
What Is a 4th Axis Rotary Table?
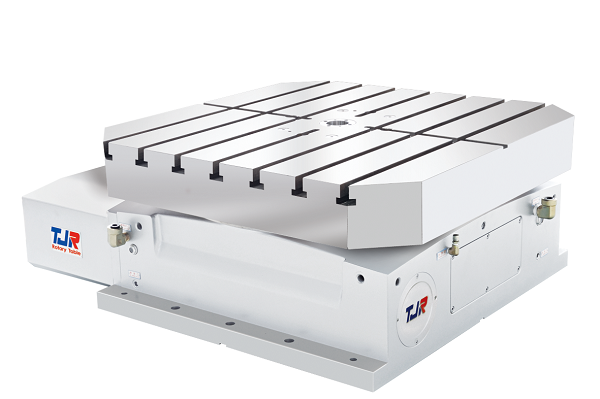
A standard CNC milling machine operates on three linear axes: X (left/right), Y (front/back), and Z (up/down). A 4th axis rotary table — also called the A-axis — adds rotational movement around the X-axis, allowing the workpiece itself to be indexed or continuously rotated during machining.
Think of it like the rotating headstock on a lathe, but integrated into your milling setup. The table clamps the workpiece and rotates it in precise, programmable increments — typically to a resolution of 0.001° or better on quality units — so the spindle can access multiple faces and features without the operator ever removing the part from the fixture.
How a 4th Axis Rotary Table Works
When the rotary table is integrated into the machine’s CNC controller, it becomes a fully programmable axis — just like X, Y, and Z. The operator programs the desired angular positions (or continuous rotation paths) directly into the G-code, and the controller drives the table to each position with the same repeatability as the linear axes.
This means:
Key Benefits for Your Job Shop
1. Fewer Setups, Lower Cost Per Part
Every time a part is removed and re-fixtured, there’s potential for error and guaranteed lost time. A 4th axis lets you machine multiple faces — and often an entire part — in a single setup. For shops running medium-to-high volumes of complex parts, this can cut total cycle time significantly.
2. Higher Precision and Repeatability
Repositioning by hand introduces cumulative error. By rotating the part under CNC control, you maintain a single datum throughout the entire operation, which is critical for tight-tolerance work in aerospace, medical, and defense applications.
3. Access to More Complex Geometries
Many part features simply can’t be machined on a 3-axis machine without heroic fixturing — or at all. A 4th axis opens up:
4. Expand the Types of Work You Can Quote
A 3-axis shop has to turn away work that requires rotational features — or subcontract it. Adding a 4th axis lets your shop quote those jobs internally, improving margin and throughput.
Indexing vs. Continuous (Full 4th Axis): What’s the Difference?
It’s worth knowing that not all rotary tables are the same:
If your current work is primarily indexing — drilling bolt patterns, milling flats on a shaft, machining opposite faces — an indexing table will handle it efficiently and cost-effectively. If you’re seeing demand for more complex rotational contours, a full continuous 4th axis is the better long-term investment.
What to Look for in a 4th Axis Rotary Table
When evaluating rotary tables, a few specs matter most:
The ROI of Adding a 4th Axis
Consider a shaft requiring holes drilled at six evenly spaced positions around its circumference. On a 3-axis machine, that’s six separate setups — clamp, indicate, machine, unclamp, repeat. On a 4th axis, it’s one setup with six programmed index positions. If each manual setup takes 15 minutes, you’ve saved 75 minutes on a single part. At even modest production volumes, that adds up to hours per week recovered — time that goes directly back into throughput or labor savings. For most shops, a quality 4th axis rotary table pays for itself within the first year through setup reduction alone.
When a 4th Axis Is Not the Right Answer
A 4th axis isn’t the right tool for every job. If your work is primarily prismatic — flat faces, pockets, and holes on a block-style part — a 3-axis machine with good fixturing will serve you better. Similarly, if your parts only occasionally need a rotated feature, the programming overhead may outweigh the setup time saved. The 4th axis delivers its biggest return when rotational features are frequent, part volumes are moderate to high, or tolerances are tight enough that manual repositioning introduces unacceptable error.
Is a 4th Axis Right for Your Shop?
Adding a 4th axis rotary table to a milling machine is a practical upgrade for any shop that regularly machines cylindrical parts, needs to access multiple faces in a single setup, or wants to expand into more complex geometry. The investment pays back in reduced setup time, better part accuracy, and the ability to take on work you previously had to turn away.
Absolute Machine Tools offers a full selection of TJR 4th axis rotary tables — from compact indexing units to high-torque continuous tables — with options to match virtually any VMC. Contact us today to discuss which configuration makes sense for your machine and your work.