LICO LNDD Series – 12-Axis Twin Spindle Multi-Slide CNC Mill/Turn Centers
Use up to 5 tools in the cut simultaneously!
The LICO LNDD series are extremely productive twin spindle multi-slide mill/turn centers. LNDD machines feature overlapping slides for maximized productivity and excellent size control. These machines are offered in 4 spindle sizes: 51mm, 65mm, 80mm, and 100mm.
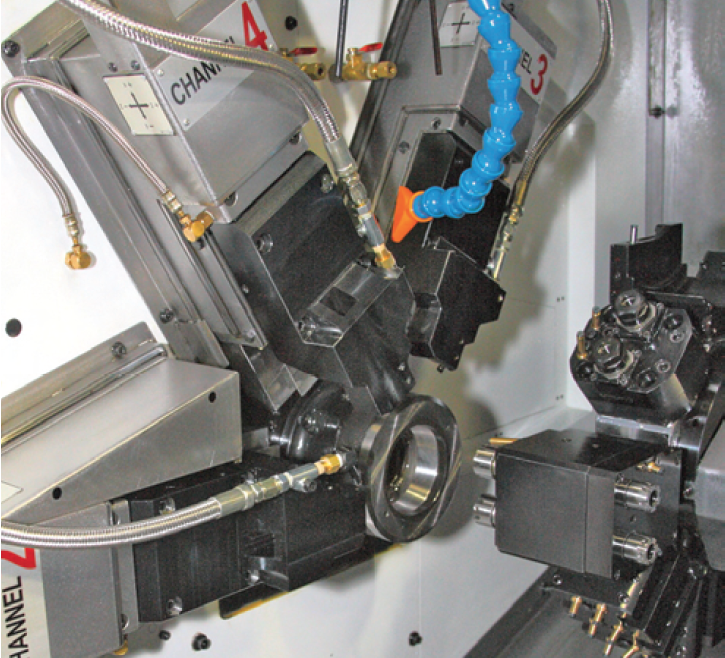
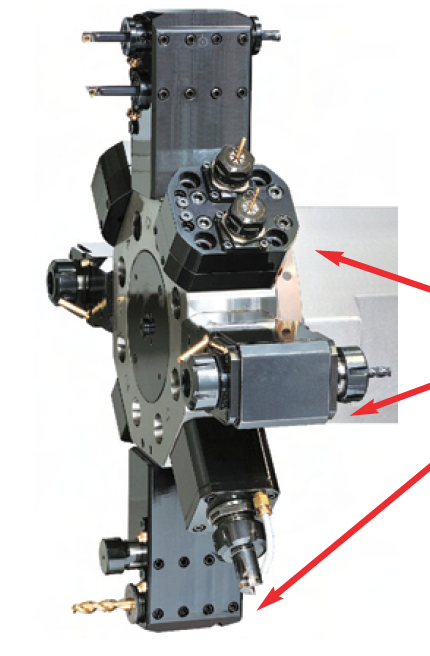
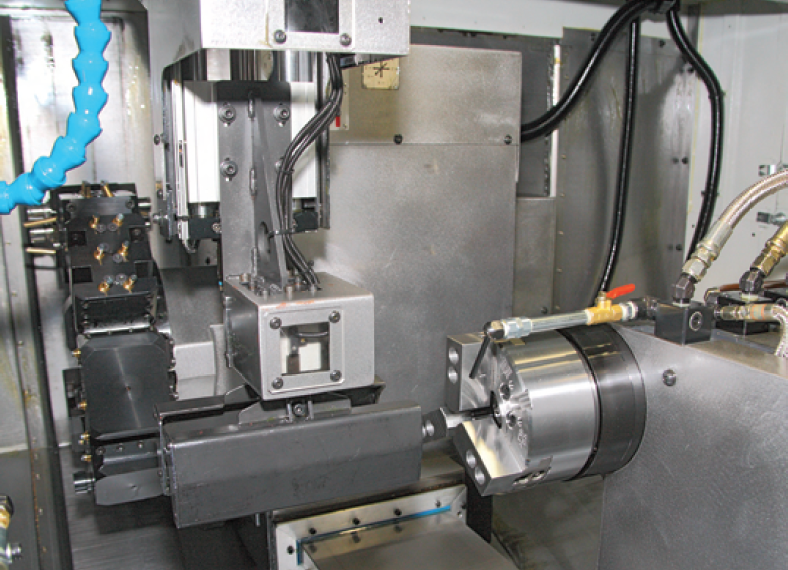
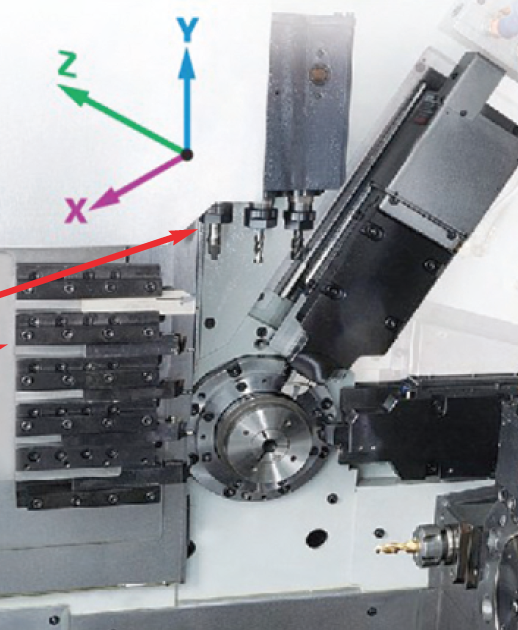
The base machines are delivered with three (3) 2-axis cross-slides around the main spindle, an 8-position 3-axis VDI-30 turret that is double-tooled for working both main and counter spindles, and a full-tilt independent counter-spindle. Outfitted with live tooling on the turret (up to 16 live tools) this machine changes from turning center to a machine that can handle cross drilling, tapping, slotting, and basic milling.
With the Y-axis on the live turret you have a double spindle turning and milling machine (both C-axis capable) with the capability of overlapping five (5) tools at once (3 cross slides and 2 turrets). The live turret uses VDI-30 holders and can use live tooling in any position.
The LNDD comes standard with a 1,000 PSI high pressure oil/water coolant pump and weighs in at 10,000 lbs.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}