LICO Multi-Slide CNC Screw Machines
LICO Machinery began manufacturing cam-operated, multi-screw machines in 1978. The company introduced their CNC machine tools to the United States in 1990 when they opened a manufacturing facility in Texas, where they produced various specialty parts for the U.S. automotive industry.
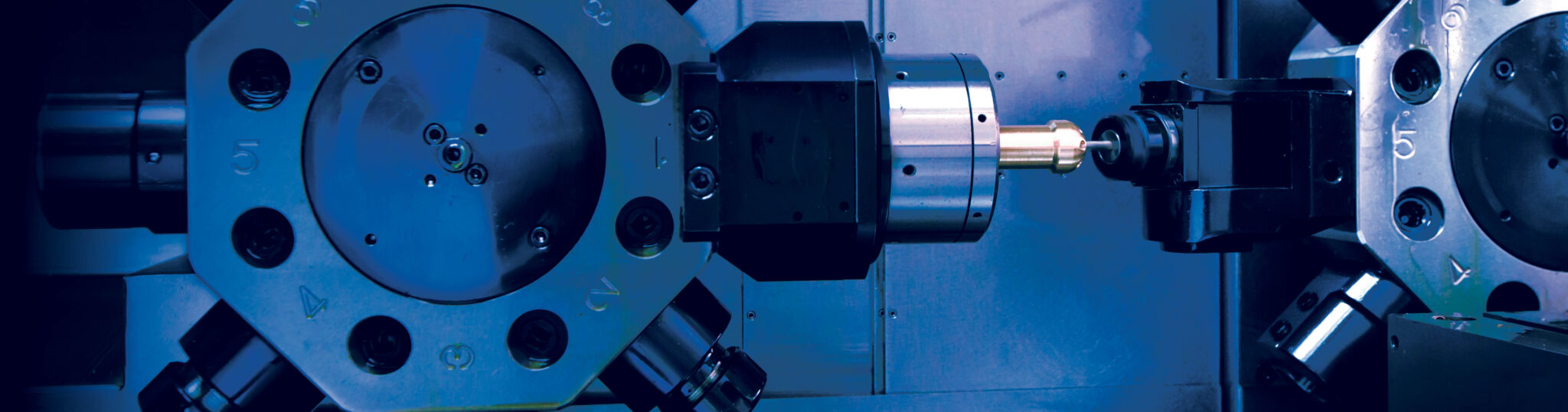
LICO multi-axis, multi-slide CNC screw machines combine up to 4 X-Z cross-slides with an 8-position turret that work simultaneously to maximize metal removal. Overlapping up to 5 tools simultaneously, LICO machine tools rival screw machine speed with CNC quality and versatility. These machines include either turret-mounted or independent counter-spindles, and they’re available in spindle sized from 36mm to 100mm. When cycle times are important, overlapping tools get the job done faster!
In 1996, LICO Machinery introduced the LNTS series, which is equipped with 3 or 4 multi-slides and an 8-position turret, allowing for overlapping of up to 5 tools at one time. LNTS series machines feature a turret-mounted sub-spindle, a gang tool backworking platform, and a live tool turret. A backworking turret is optional. The LNTS series offers exceptional productivity for parts under 7” in length and diameters 2.5” and under.
In 2014, LICO introduced the LNDD series CNC multi-axis mill/turn centers, which feature a fully independent counter-spindle, two 2-axis cross-slides around the main spindle, and an 8-position, 2-axis VDI-30 turret capable of live tools and Y-axis work. The LNDD series is capable of dropping very complex parts complete, and can handle parts up to 17” in length with a bar capacity up to 4”.
LICO machines provide tremendous value in comparison to their counterparts, and can beat competitor pricing by over $200,000 in some cases! Request a quote today to see for yourself.
Machines
Precision Machine Products Association
Customer Stories
Running Lights Out
They were running a part at 10 seconds on their Brownie. However, that required attention from someone a few times per hour, and the job could only be run when someone was present. The same job on the LICO (@15 seconds) could be run around the clock because of the magazine loader. So even though it was running a slower cycle time, the unmanned time produced more parts than the #00 machine running only when someone was there attending the machine.
42% Utilization Rate Increase
A customer was running very fast cycle times on longer parts. They had to hand deburr and spent 50% of their run time per hour hand loading bars into their Acmes. With the LICO and magazine loader, one person can now run 3 to 4 LICO machines (one person per Acme in the previous scenario). The cycle time is slightly slower (30%), but their utilization rate went from 50% to 92%, with less personnel.
Test Cut Part Out of Inconel
LICO was asked to test cut for a part out of some proprietary nasty Inconel. The requirement was to hold +/_.0001” on an OD turn. The part was held between main and sub. LICO found that they could hold +/-.0002” between centers under control, but not the .0001”. Now, as it happens, most of the machine tools builders declined to even give this a try, because the issue becomes a tooling issues, not a machine issue. Mori, Miyano, and Doosan all declined to try the test cut. While this was a failure, it does go to show the capability of the machine under very trying circumstances. The machine likely could have held the tolerance with a more forgiving material.
Frequently Asked Questions About LICO Machinery
This is a very difficult question to answer, because the answer is always part dependent. That takes into consideration material, part length to diameter ratio, tooling, etc. Most of our customers don’t have any issue holding +/- .001” almost anywhere on the part. This kind of tolerance should be under control using accepted tooling practices.
Many of our customers are holding +/- .0005”, however they may be attending to the machine, changing offsets, etc. more often. The real issue here is usually tool wear. Also it depends on where the tight tolerance is located on the part.
Closer than +/- .0005” will require close monitoring and 100% inspection, unless processes are established where the tooling performs under control.
The LICO machines are built with the same parameters as most CNC lathes. The resolution is .0001” The cross slides use dovetail & gib designed slides, which give them rigidity and repeatability. The turret uses linear roller bearings and rails that are set extra wide. This provides a very stable Z-axis motion.
Those are just some facts that you may want to use. Anything that you are not comfortable answering, refer to Phill, Frank, or Greg. Because the answer is often part dependent, getting a copy of a print is always advisable.
The answer depends on how many tools you are changing. Standardizing tool positions can save a lot of change over time. Most of our experienced customers can do a major changeover (collets, bar feed, several tools) in under 2 hours. Some customers are handling most of the changes in under 1 hour, when they standardize tools. We have customers using quick change collets and standardized tooling who have achieved average setup times between 20 and 40 minutes.
Again, the answer is all part-dependent. To be clear; lot size, tolerances, finishes, material, part configuration all factor into the answer.
The LICO machines are especially effective when you can eliminate a second operation, overlap operations from single turret machines, eliminate outside processes (polishing, grinding, etc.), Think CNC capabilities with screw machine speed.
Both the LNTS and LNDD series are equipped to run a wide variety of parts from all kinds of material. They each have the capability to drop parts complete. The machines are best suited for parts between .500” and 3.0” diameter. They are capable of sizes larger and smaller, but jobs larger than 3” need to be evaluated.
The LNTS is best suited for production parts under 7.0” in length. The Pick Off Device cannot handle parts longer than 7.0”. Bar diameters up to 2.625” can be handled on the LNTS series machines, however the sweet spot is between .500” and 2.375”.
The LNDD series will handle part lengths up to 17”, because it uses an independent sub spindle, where the POD on the LNTS is turret mounted. The diameter sweet spot for the LNDD machines is .750” to 2.750” Larger diameter material can be run, but it is part dependent. The LNDD also offers a Y axis for more complex milled shapes than the LNTS.
Both the LNTS and LNDD are robust machines. We have customers machining Brass and Aluminum to Inconel and Hastelloy…and everything in between.
There is nothing magic about the LICO machines. It’s a simple matter of putting multiple tools in the cut. They don’t cut any faster, tool for tool, than any other CNC lathe. But the LICO machines can get 3, 4, even 5 tools in the cut at one time. Now getting 5 in the cut is rare, but 4 is common, and almost every program utilizes at least three tools in the cut simultaneously.
It is getting multiple tools in the cut, often multiple times during the cycle that makes the LICO cycle times so fast. Twin turret lathes can get two tools in the cut some of the time. Same with
The LICO machines frequently outrun single turret machines by 2 to 3 times. And if it’s a single turret, single spindle, we will likely eliminate secondary operations. These machines can only have one tool in the cut at one time.
LICO machines can outrun Twin Spindle, Twin Turret machines in most cases. If the part is perfectly balanced, the twin/twins can be faster, but most of the time there is one end that has more work performed than the other. The LICO machines can often put 3 to 4 tools to work at once, thus be faster than the Twin/Twin design.
We can often eliminate the need for high-speed form tools on screw machines, therefore eliminating tooling costs and allowing the all carbide tooling in the cut. This greatly reduces cycle time, and allows for a better machine efficiency, due to a lack of tool grinding and bar loading.
The LICO machines operate with 4 or 5 channels. Each channel has its own program. Therefore, each slide has a unique program, either 2 or 3 axis. So, one cross slide may only do OD turning or threading, or drilling/boring. All slides may overlap, depending on proximity to each other. So, you simply program each slide independently, then use Start/Wait codes to relate them to each other.
The most complex program will be the turret, because is has many more tools, and can work on both the main and sub sides. But even the turret slide programming is no more complex than a single turret, twin spindle machine.
Thus, you can program each slide, put them in a spreadsheet where you can see the gaps/overlaps, and then insert the correct start/wait codes. Leave blank spaces when the slide is not operating, and you have a simple visual representation of the cycle.
Also, Esprit has Cam software and posts for the LICO machines. However, any Cad/Cam software can write the individual programs for each slide.
The answer to this will depend upon what kind of Brown & Sharpe work they are looking to move to LICO Machinery. We have customers who have consistently run parts either faster, or at no cycle time loss, but who have experienced a much higher machine utilization rate on the LICO machines. We even have some customers who run their parts slightly slower but have eliminated any post-machining handling (deburring) and the result is more good parts (due to utilization) at the end of the day.
With the use of magazine bar feeds, customers may be able to run many parts untended to lightly tended. So, one person can manage more machines than with Brownies.
Now, the difficulty comes with parts that are running under 15 seconds and have no secondary operations. Single spindle CNC machines will never run very low cycle time parts as fast as cam-operated screw machines. The reason is simple physics. Cams operate on a ‘predictive’ nature. They expect the last operation is finished/cleared before the next one starts. And if the previous tool has not cleared, you have a wreck.
CNC machines, on the other hand, pause, make electronic checks to make sure the previous tool is clear and avoid wrecks. However, all this checking to confirm an operation is done before the next one starts can be time consuming. Correct use of Start/Wait codes can reduce some of this time, but for very fast parts CNC lathes will always be slower than cam-operated machines.
Most Brownie jobs running in 30 seconds or more, can be reduced on a LICO machine. Jobs utilizing high speed form tools on Brownies can be run significantly faster on LICO machines using standard carbide insert tools. Less expensive than custom form tools and higher surface feet result in a reduced cycle time. Also, many times complex jobs require a second chucking, and those parts can usually be dropped complete on the LICO machines.
Good question, and the answer varies. If you are dropping them complete, then you may need to either figure out how to keep running the cam machines or go to the customer and see whether you can get more money for the part. An alternative is running these parts lights out on the LICO, but that only applies when the lot sizes are long enough to make a difference.
To be clear, in a pure cycle time comparison, no single spindle machine (cam or CNC) is going to run parts faster than a multi-spindle machine. However, there are several different scenarios where we have replaced multi-spindle machines and it has made economic sense.
The first (and most common cause) is shrinking lot sizes. Once multi-spindle machines made 15k, 25k, 50k or more pieces per setup. Now, it is likely for some customers to see requests for 1,500 pieces … or less. The setup time can be 8 to 12 hours for some multi-spindle houses. So even if the cycle time is much faster on a multi-spindle, a customer with a LICO can have the job setup and run off before they get the first good piece off their multi-spindle.
Both models of LICO have live tooling for machining in either axial or radial directions. Special, adjustable angle live tools are available, but they are time consuming to set, so a good choice for long running work, but not for angled holes that might take a lot of changing. The LNDD model has Y-axis milling. The LNTS uses polar milling or polygon turning to generate hexes or other shapes.
Live tool drives are available in any position. The live tools are driven by a 5-horsepower servomotor. The top rpm is 3,000, but that can be doubled with the use of specially-geared tools to 6,000 rpm. All live tools are driven by a helical bevel gear ring in the turret. Each live tool has a helical bevel gear on the end of the tool, which mates with the ring gear for providing power. When one tool is activated, they are all activated.
There are several reasons for the cost of the LICO Machinery equipment. First, the LICO machines have 4 or 5 channels of 2 to 3 axes each channel. Each axis requires its own set of ball screws and drives; therefore, the machine has many more sets of ways, slides, ball screws, motors, and drives than a 2-axis lathe, or even a twin spindle/twin turret machine. This is what enable you to get multiple tools in the cut.
The comparable equipment out there is an ABC Index (cross slide models) or TNM Traub. Cost comparison with these machines (and the LICO is capable of more versatility) will show the LICO to be priced at one half to one third the cost of the Index or Traub.
In addition, the LICO series is priced with a lot of features for which you will pay extra with other machine builders. The LICO machines come standard with: high pressure coolant (1,000 psi), bar feed interface, tool holders for all cross slides and turret, two (each) live radial and axial tool holders, chip conveyor, parts conveyor, collet chucks. That can amount to $25k or more of options on many machines.
As a potential customer once described at IMTS, “This is the only machine that can get three or more tools in the cut in this price range at the show.” If the customer is machining production quantities from bar, the LICO machines will generally produce those parts with the best ROI in the industry.